Customized Welding
The ability to produce high-quality welds efficiently and consistently is a vital manufacturing function.
Products We Welding
JD has advanced welding equipment and multiple welders on staff at each service center. Our welders are skilled and qualified. We are keeping on providing high-quality MIG, TIG, and arc welding services for your customized products. The mainly products need welding as follows.
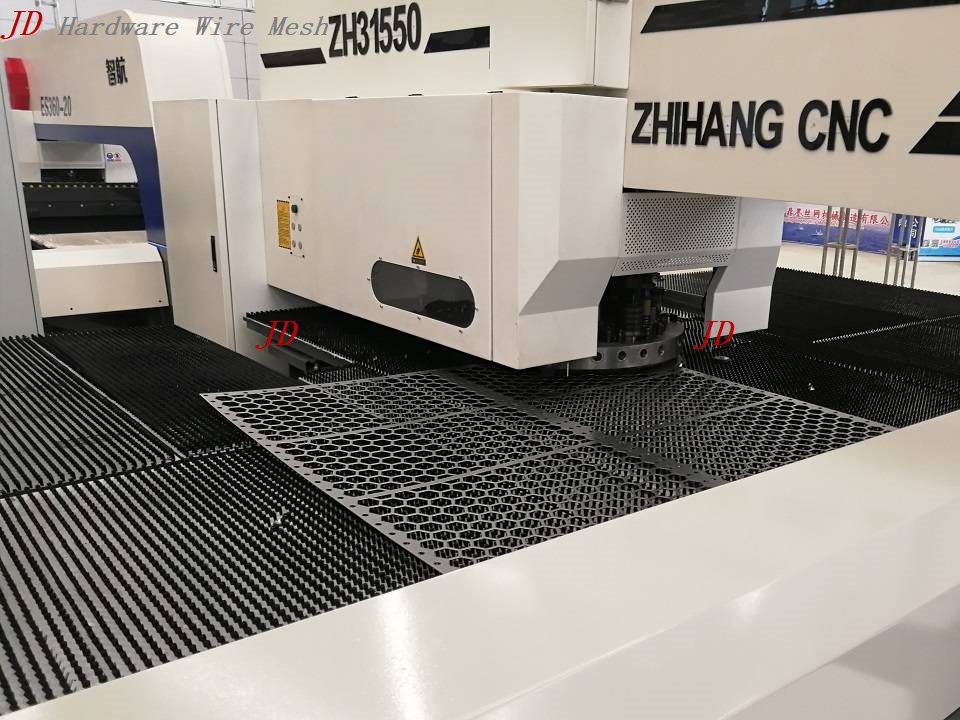
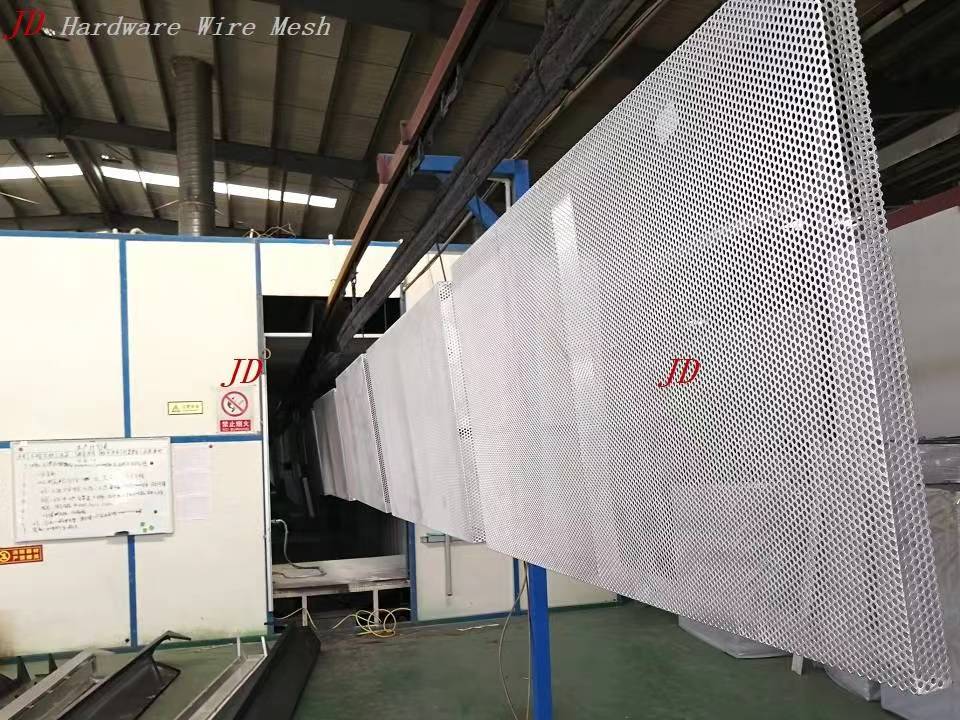
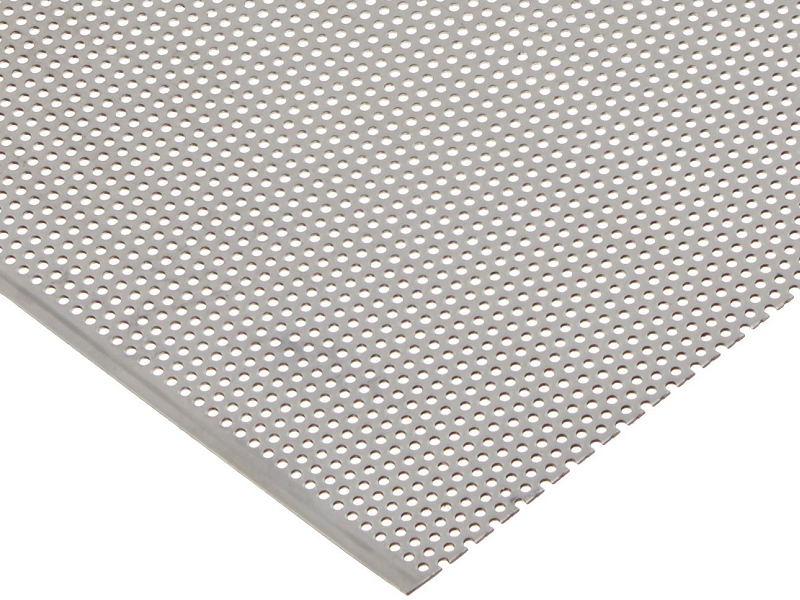
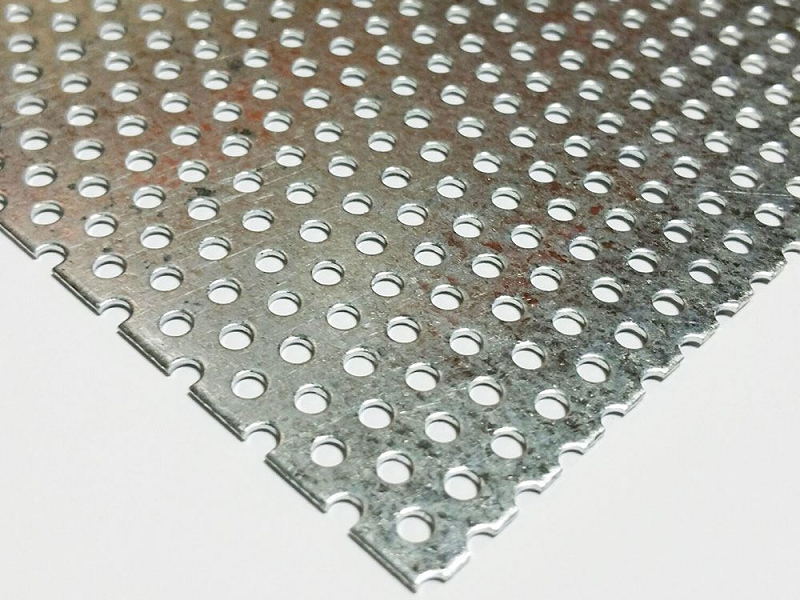
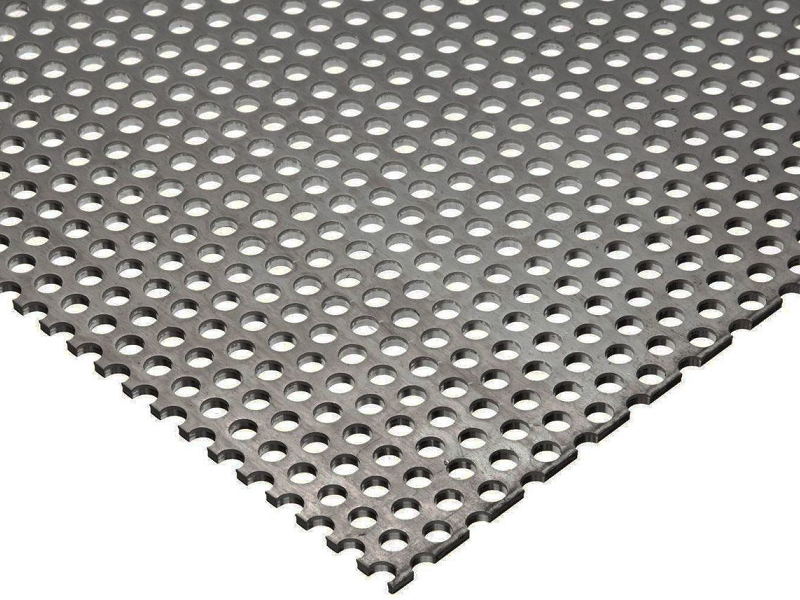
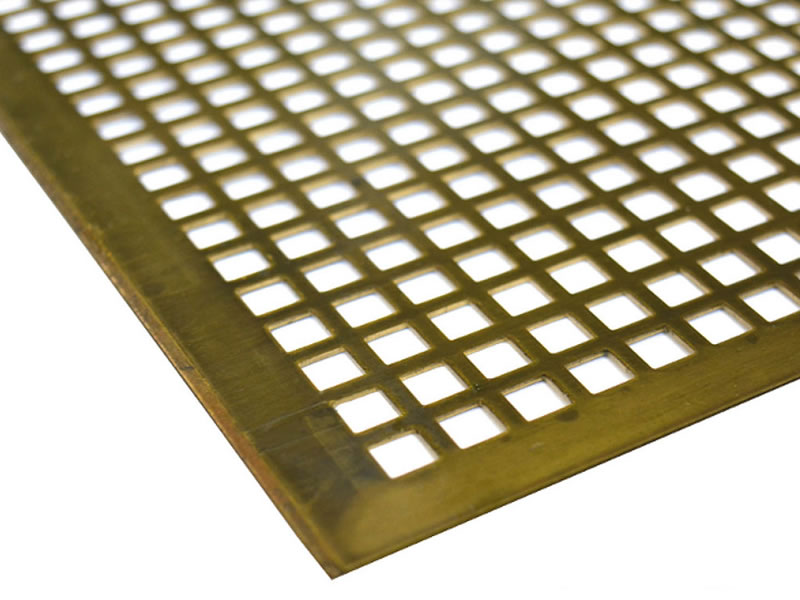
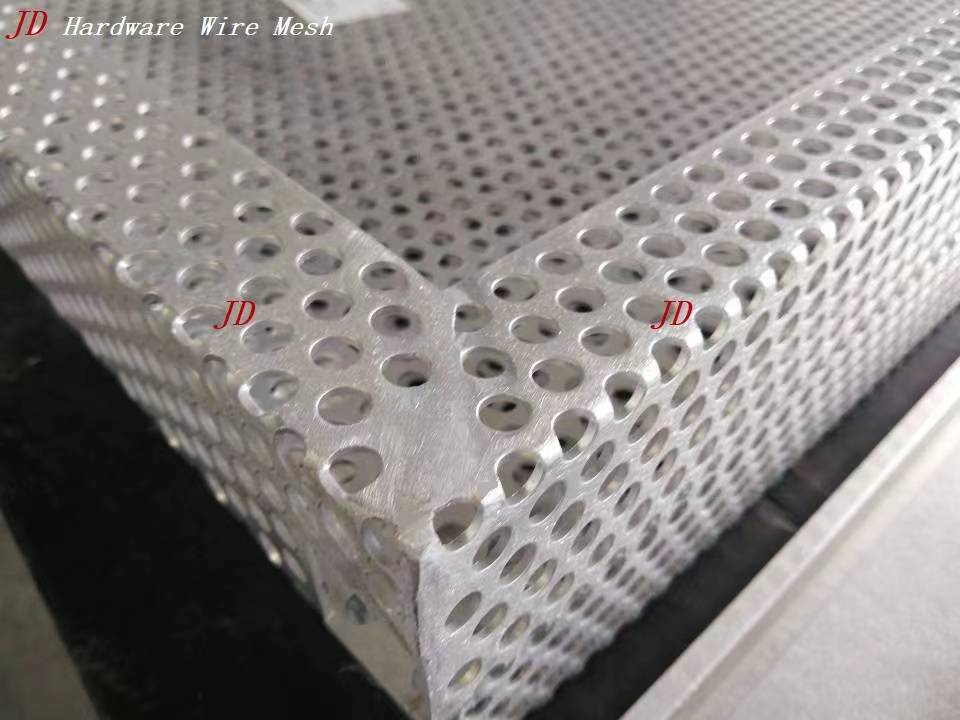
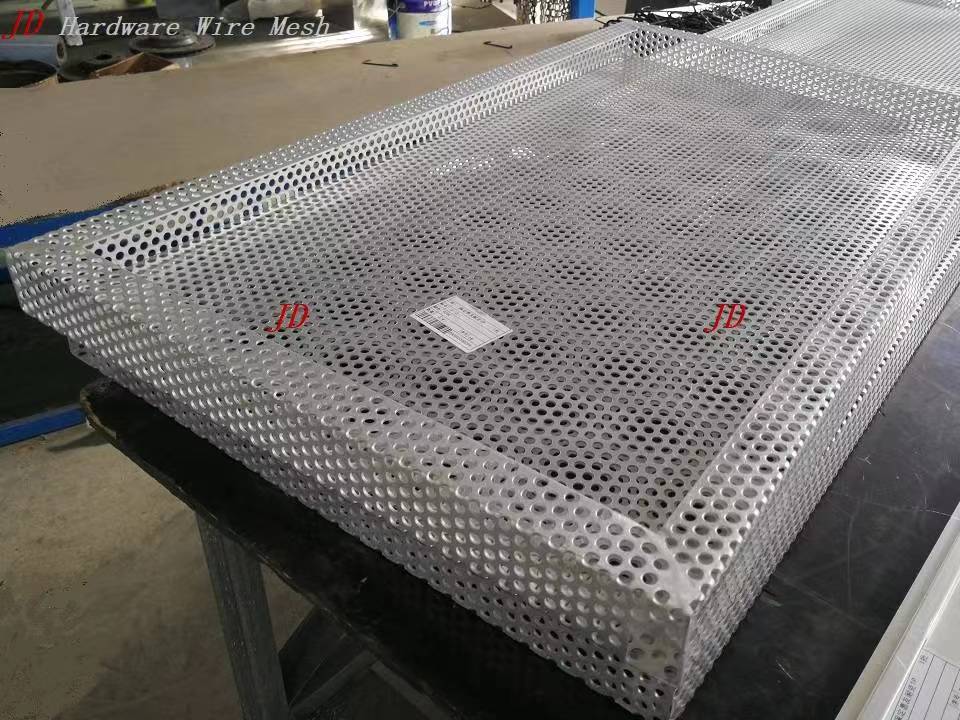
Perforated Metal wire mesh, Expanded Metal mesh, and other metal wire mesh
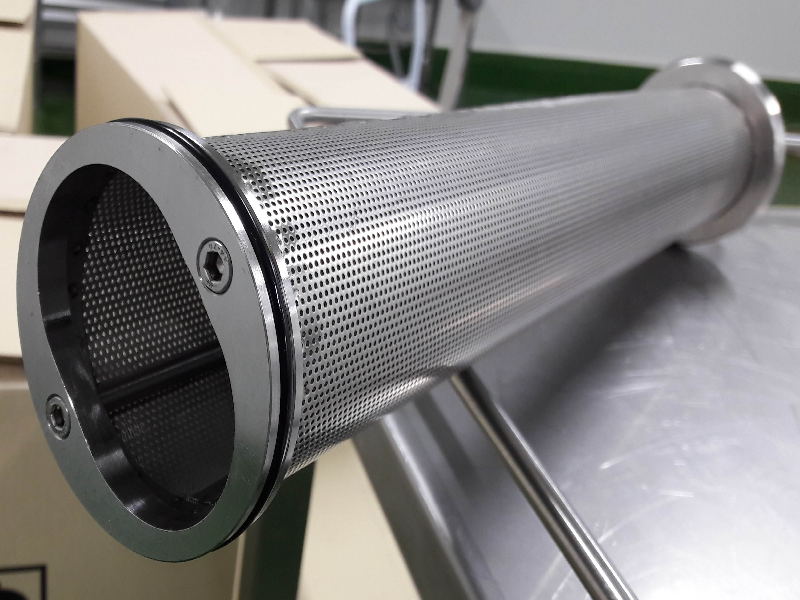
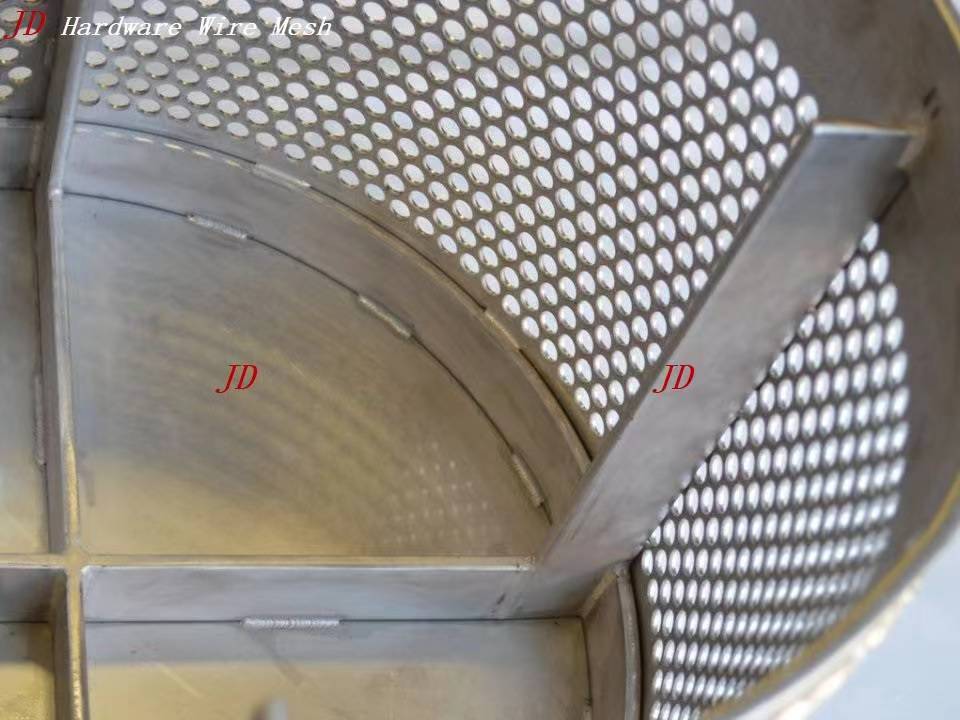
Perforated metal deep process into cylinder, baskets, filter elements
perforated metal safety gratings tread
Wire screen deep processing products including DSM screen, rotary screen, nozzle filter, T intake screen, solid-liquid separation screen, etc.



TIG Welding
Tungsten inert gas (TIG) welding, also known as gas tungsten arc welding (GTAW), is a process that joins metal using a pointed tungsten electrode activated by an electrical current. The intense heat of a TIG arc is formed between the electrode and the metal workpiece, heating it to a melting point. An inert “shielding” gas, usually argon or helium, is blown onto the workpiece to keep contaminating particles away from the work.
The small TIG welding point enable welders to produce very accurate, high-quality welds. TIG is quite difficult, so only the most experienced and well-trained welders are able to produce quality TIG work.
Although not the fastest process, TIG can reduce production costs by eliminating secondary operations like deburring or polishing.
Benefits of TIG:
Inert gas eliminates spatter and slag, resulting in clean, cosmetic welds
No consumable elements to cause work stoppage
Produces strong, high-quality welds that meet strict structural or code requirements
Can be used on a wide variety of metals
Joins thin metals with less distortion
Ideal for projects that require extreme precision
Drawbacks of TIG:
Complex and very difficult to learn
Slower than other welding processes
Tools and machinery are costly
Does not perform well with thick metals
MIG Welding
Metal inert gas (MIG) welding, also called gas metal arc welding (GMAW), is a process in which an electric arc forms between a spool-fed wire electrode and metal workpieces. A MIG arc heats the workpieces quickly, causing them to melt and join almost instantly. Argon or helium shielding gas helps prevent atmospheric contamination of the workpiece. Equipment consists of a welding gun, a power supply, a shielding gas supply, and a wire-drive system which pulls the wire electrode from a spool and pushes it through the welding gun to the work.
Benefits of MIG Welding:
Produces high-quality welds quickly
Much easier to learn
Welds long stretches of material without stopping, creating a manufacturing advantage
Uses inert gas to defend the arc and reduce spatter and slag, resulting in cleaner welds
Works well with a wide variety of metals and alloys
Applicable to semi and fully-automated production
Drawbacks of MIG Welding:
Cannot be used in the vertical or overhead welding positions
The equipment is complex
Not as precise as TIG
Spot Welding (ERW)
Spot welding, also known as electric resistance spot welding, is a process where two or more portions of sheet metal or wire mesh are instantly and permanently joined using intense heat generated by a strong electric current. The process generally uses two opposing L-shaped copper alloy electrodes to first clamp the sheet metal together, then concentrate current into a small “spot”, producing the welded joint. The electric current is provided to the electrodes by a switched power supply that can store, transform, and deliver current in a quick, intense burst. The amount of current can vary depending on material thickness for optimum weld performance.
Spot welding can be automated with robots and controlled by computer programs. This makes spot welding a great choice for manufacturing auto bodies, metal housings and containers, and other fabricated sheet metal products. Spot welding can be used on a variety of metals, but aluminum requires more current due to its much higher thermal and electrical conductivity.
Benefits of Spot Welding:
Produces very fast, efficient welds
Ideal for automated factory settings
Does not require high skill levels
No consumable elements to cause work stoppage
Avoids heating other areas of the sheet metal
No open flame or arc
Welded spots are small and can be accurately positioned
Drawbacks of Spot Welding:
Joints may not be as strong as other types of welded joints
Joints are rough-looking. Joints exposed to the end user must be painted or plated
Current must be carefully controlled to avoid weak joints
Certain spots may be difficult to reach with two electrodes, requiring specialized equipment
Welding Automation
Automated welding provides manufacturers with huge gains in efficiency and quality. Welding automation can be broken down into two basic categories: semiautomatic and fully automatic.
In semiautomatic welding, an operator manually loads workpieces into a fixture. A weld controller then engages the welding appliance and completes the weld according to preset parameters. After the weld is completed, the operator removes the welded assembly and loads the next set of workpieces. A second worker provides workpieces to the operator and collects finished assemblies to avoid production stoppage.
In fully automatic welding, a machine or robot, or a series them, will load the workpieces, position the welding appliance, complete the welds, check the quality of the joints, and offload the finished assembly into a chute or conveyor. The operator is responsible for keeping workpieces available to the machinery.
Benefits of Automated Welding:
High speeds enable huge efficiency and cost-savings gains
Consistently high quality
Far lower labor costs
Automated process controllers detect quality issues immediately
Material feeders and conveyors coupled to the system increase efficiency
Drawbacks of Welding Automation:
Higher initial investment
Longer setup time
Can’t accommodate changes as easily
Some maintenance required
Only makes sense for large quantity production



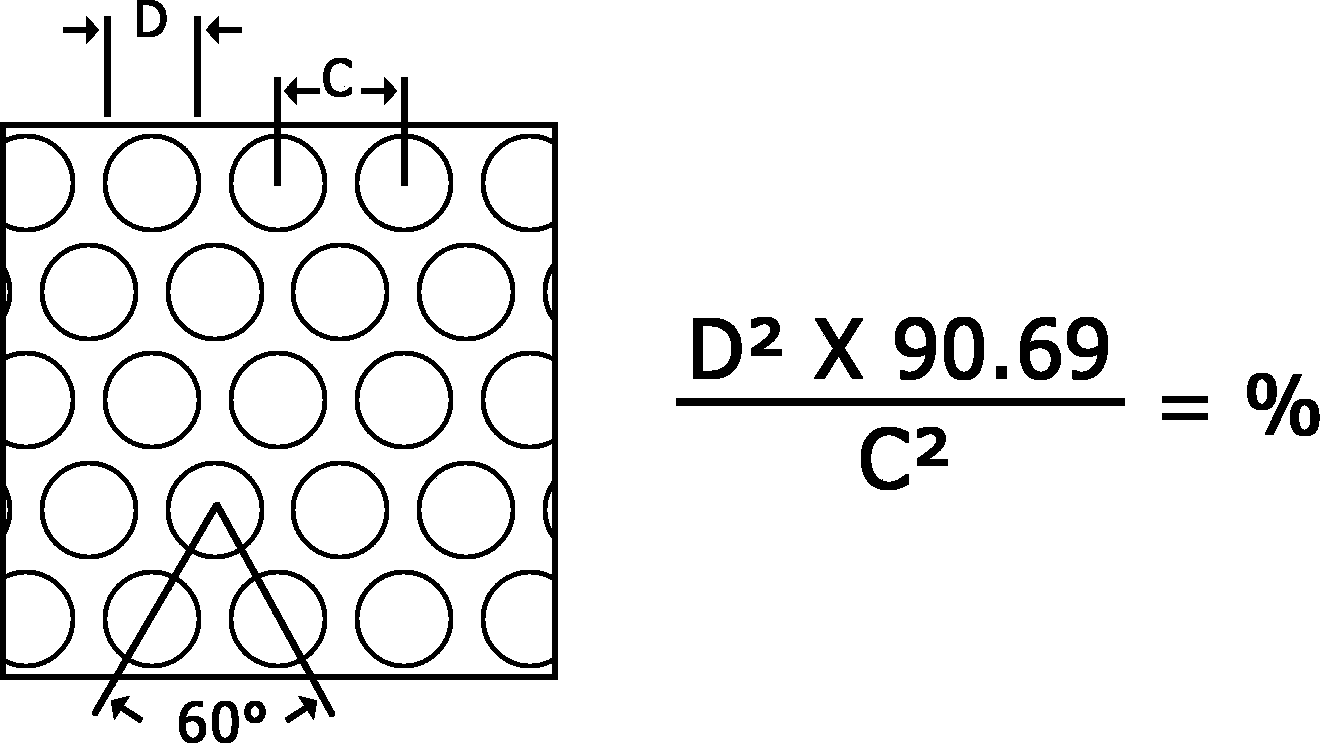
Round – 60° Staggered Center
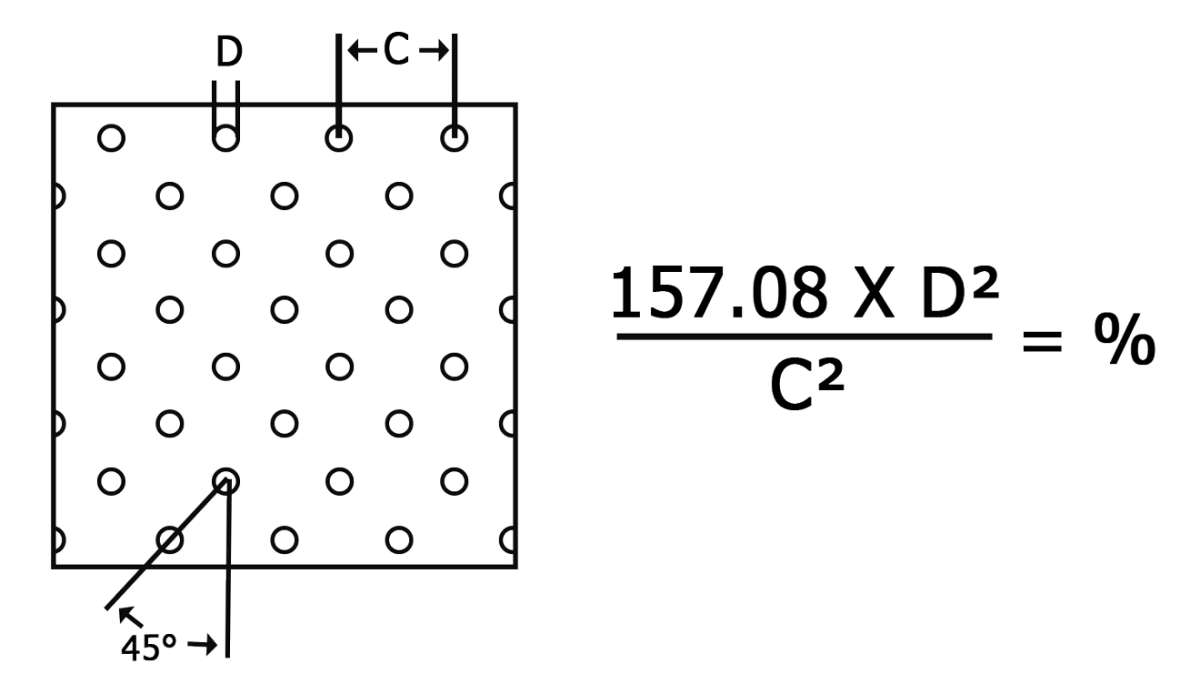
Round – 45° Staggered Center
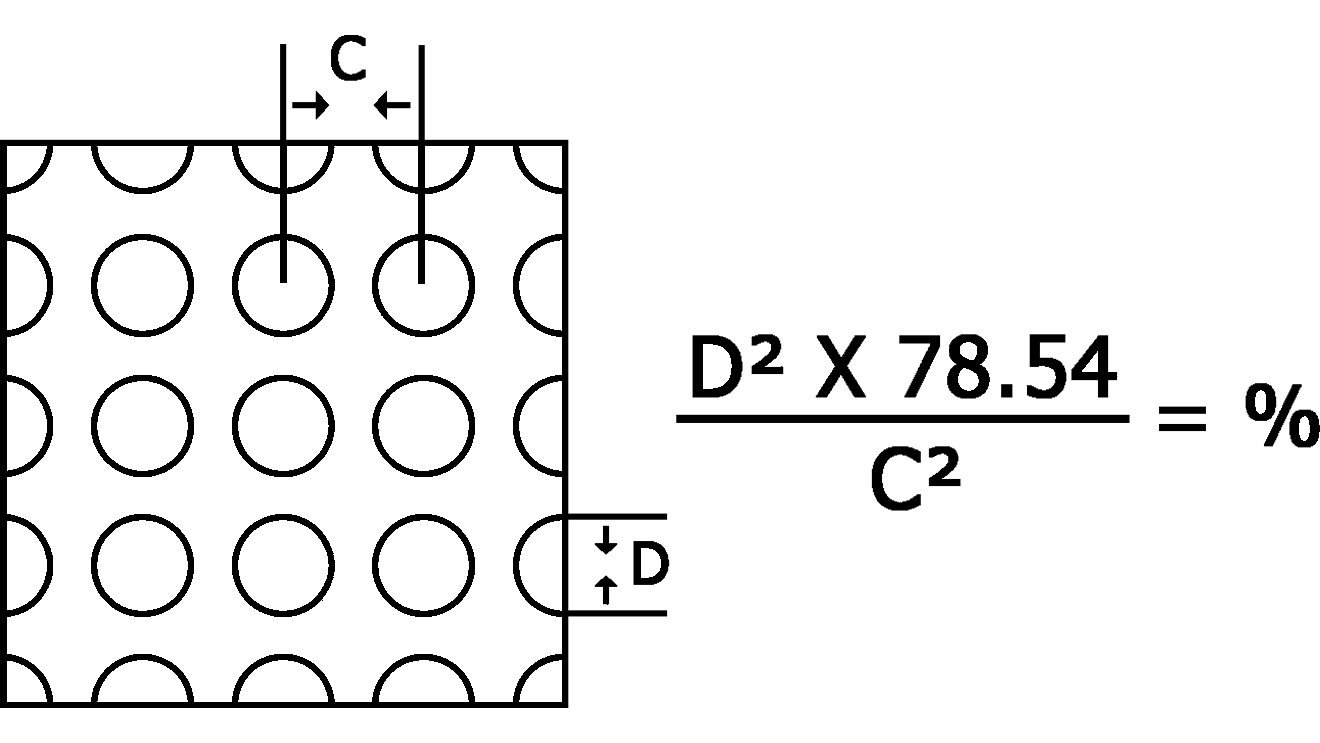
Round – Straight Center
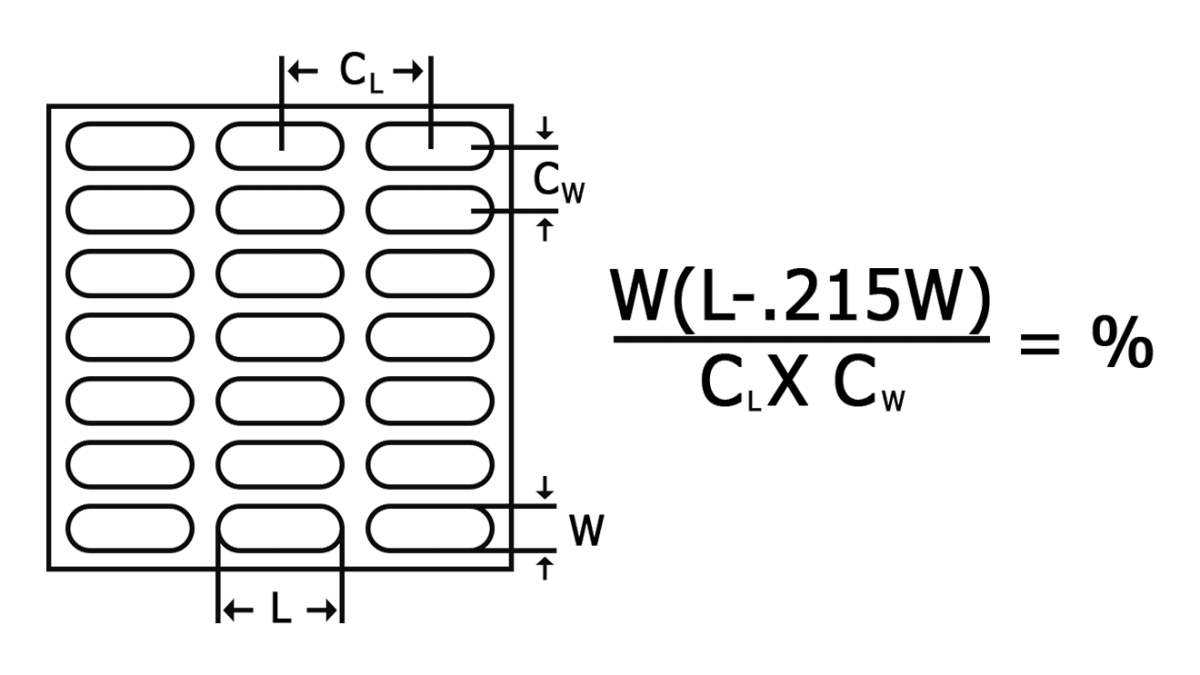
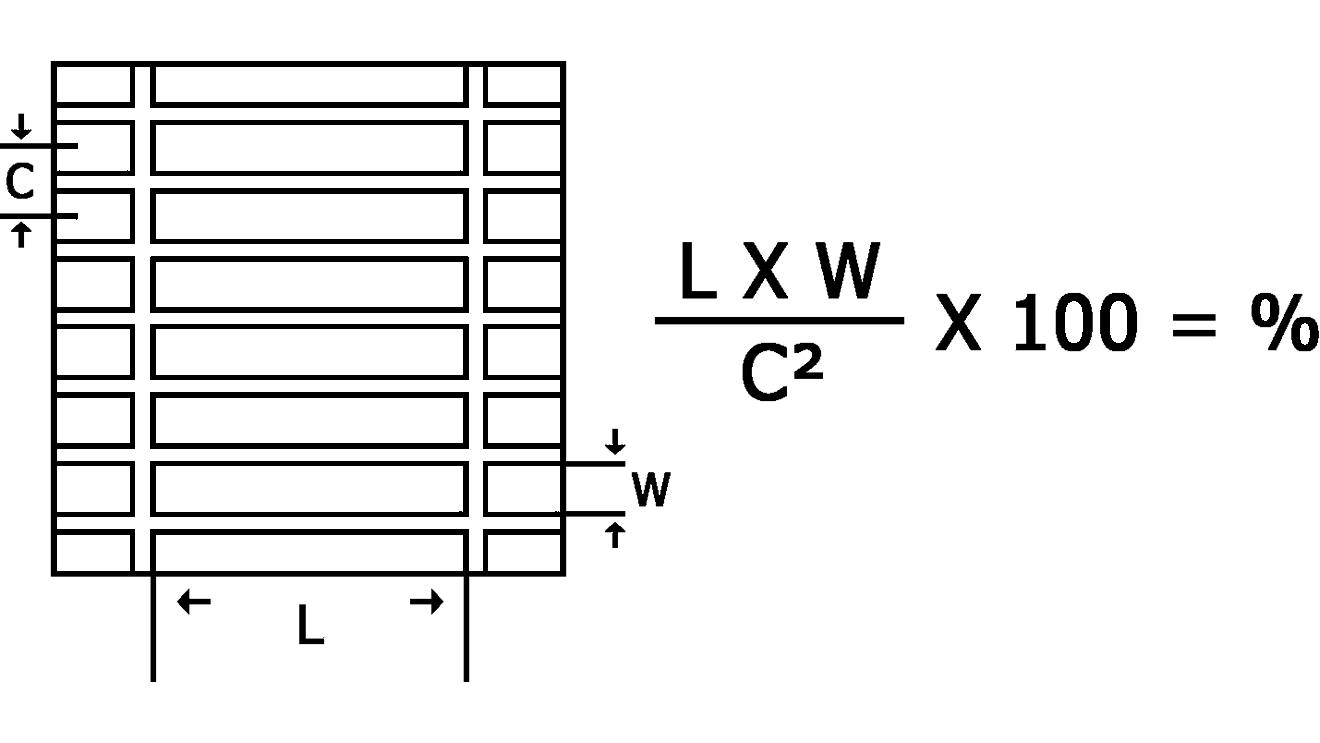
Round End Slot – Staggered and Straight Center
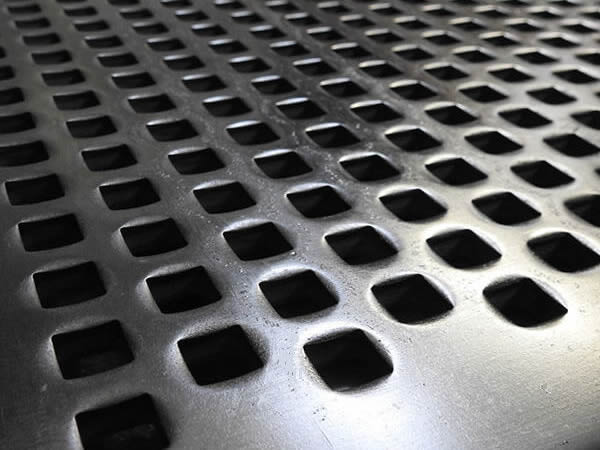
Square End Slot – Straight Center
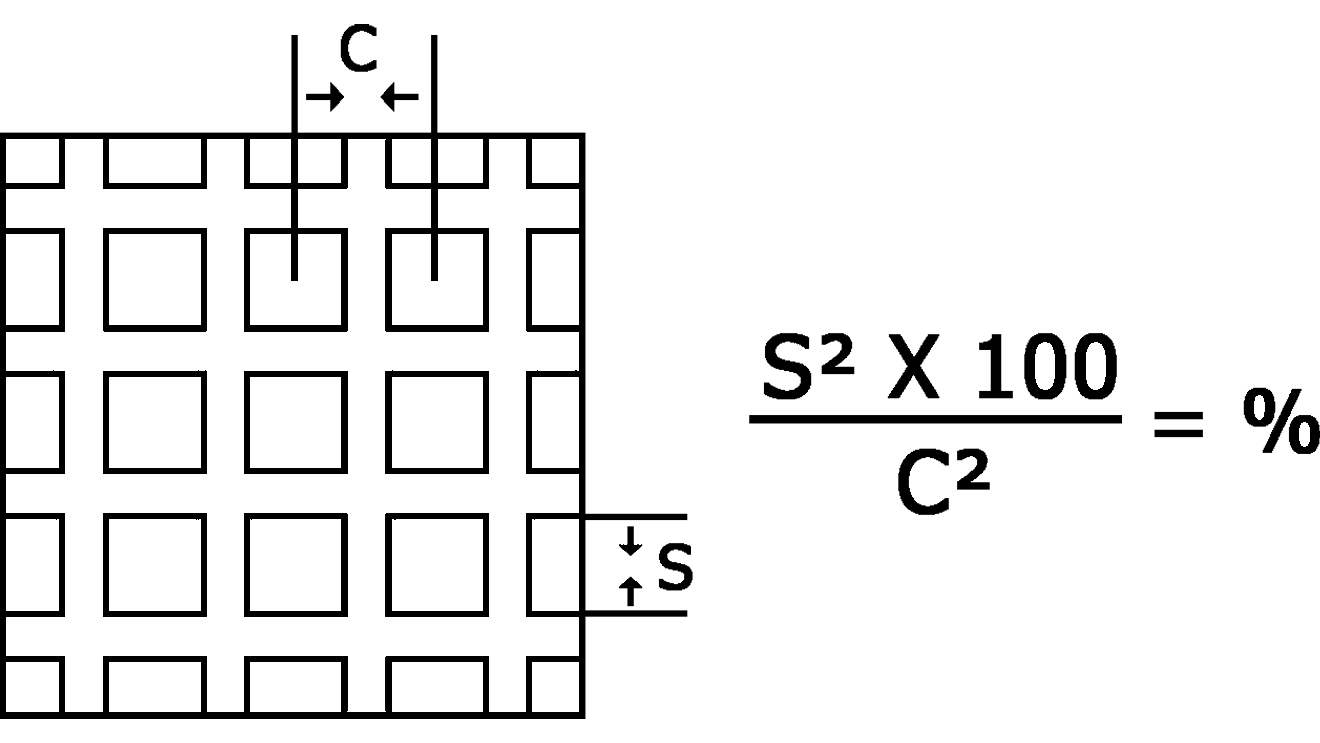
Square – Straight Center
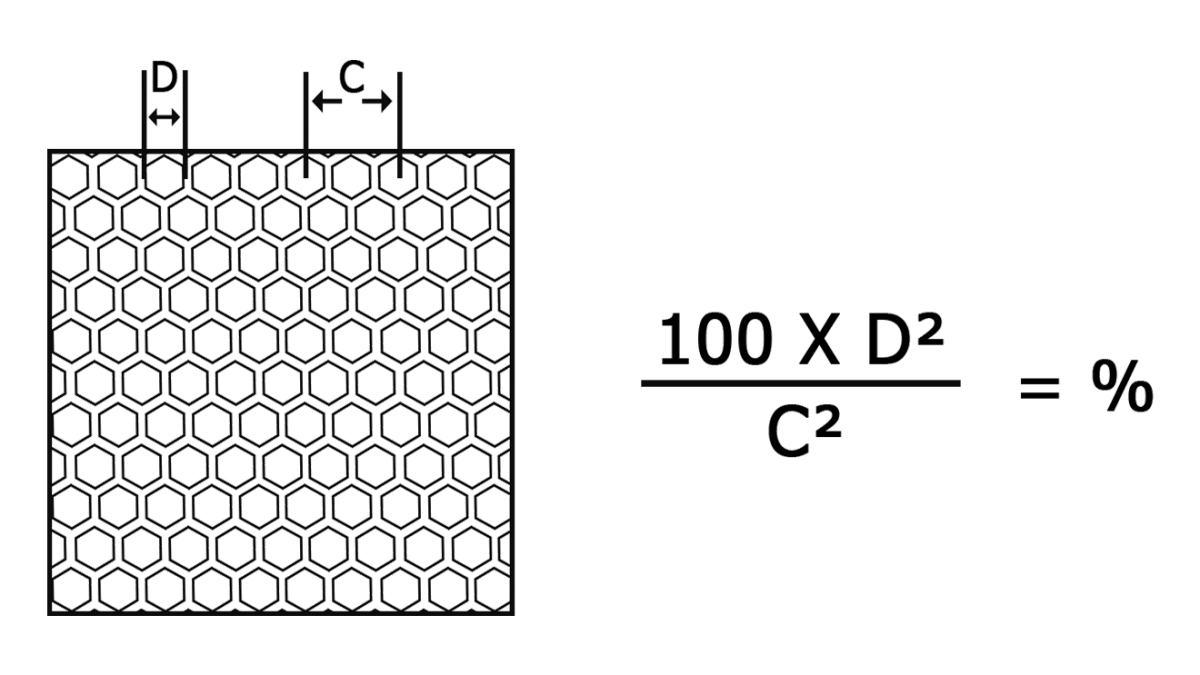
Hexagon